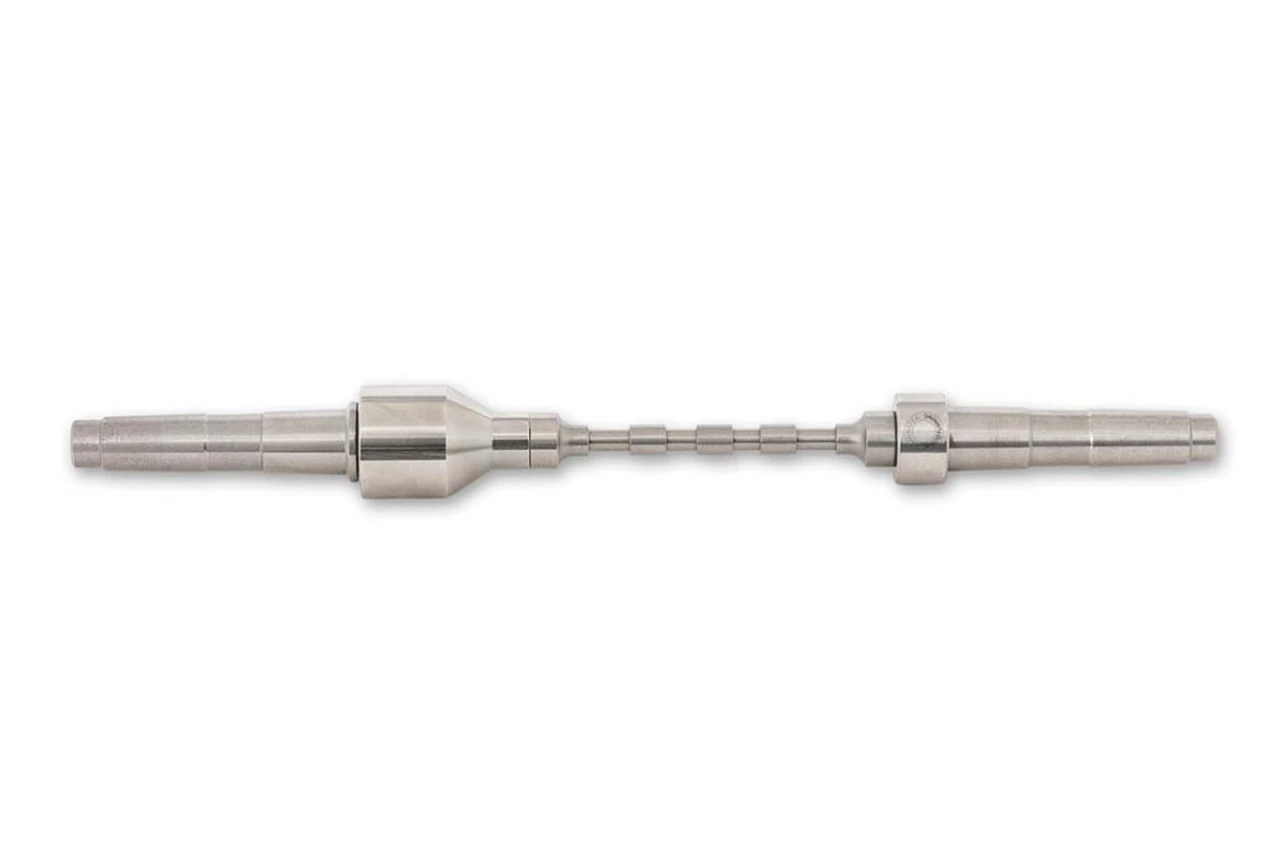
Дорн — це не просто сталевий стержень. Це прецизійний інструмент, який за допомогою контрольованої пластичної деформації перетворює попередньо оброблений отвір на поверхню з точністю до 6–9 квалітету та шорсткістю Ra 0,04–0,32 мкм. Процес дорнування поєднує калібрування розмірів, зміцнення поверхневого шару та видалення мікронерівностей без зняття стружки.
Для початківців він відкриває простий шлях до якісної обробки отворів у майстерні, а для досвідчених технологів — інструмент для підвищення втомної міцності деталей у серійному виробництві гідроциліндрів, авіаційних вузлів та автомобільних компонентів. Сучасні варіанти інтегруються з ЧПК-верстатами та дають стабільний результат навіть на важкооброблюваних сплавах.
Як працює дорн: механізм пластичної деформації без різання
Коли дорн з натягом проходить крізь отвір, метал у поверхневому шарі не ріжеться, а «пливе». Атоми кристалічної ґратки зміщуються, утворюючи наклеп — ущільнений шар з підвищеною твердістю та залишковими напруженнями стиску.
Ці напруження стискають мікротріщини, які могли б стати осередками втомного руйнування. В результаті деталь витримує більше циклів навантаження, ніж після звичайного розточування чи розгортання. Пружне відновлення після проходу інструменту зменшує діаметр отвору на частку міліметра, тому фінальний розмір потребує точного розрахунку.
Поверхневе дорнування деформує лише тонкий шар (0,1–0,5 мм), тоді як об’ємне змінює весь переріз заготовки. Останнє застосовують для довгих трубних деталей, де важливо зберегти прямолінійність осі. У обох випадках якість залежить від правильного співвідношення твердості інструменту та заготовки — інструмент завжди твердіший.
Різновиди дорнів та як обрати під конкретне завдання
Вибір починається з розуміння, який саме ефект потрібен: максимальна точність, максимальне зміцнення чи робота з довгими отворами.
| Тип дорна | Конструкція | Найкраще застосування | Переваги для початківця / професіонала |
|---|---|---|---|
| Кульковий (найпростіший) | Загартована сталева кулька + шток | Короткі отвори, ремонт, майстерні | Дешевий, простий у використанні; обмежена довжина та зносостійкість |
| Однозубий ковзання | Конус + циліндрична стрічка + задній конус | Точне калібрування отворів до 50–100 мм | Добре для новачків на гідропресі; потребує точного центрування |
| Багатозубий збірний | Кілька деформувальних кілець на оправці | Серійне виробництво, глибокі отвори | Вища продуктивність і рівномірність; складніший розрахунок та налаштування |
| Роликовий (сучасний) | Обертальні ролики в сепараторі | ЧПК-верстати, високі швидкості | Менше тертя, довший ресурс інструменту; вимагає жорсткого верстата |
| Для трубогибів (мандрель) | Сегментний або кульковий з гнучким з’єднанням | Гнуття тонкостінних труб без овальності | Запобігає зминанню стінки; критично важливий для нержавійки та алюмінію |
Дані узагальнено з технічної літератури та практичних рекомендацій машинобудівних підприємств.
Початківцям варто починати з кулькового або простого однозубого дорна на гідропресі. Професіонали обирають багатозубі збірні конструкції з можливістю заміни окремих кілець та інтегрують процес у цикл ЧПК.
Де і як застосовують дорн у реальному виробництві
У автомобілебудуванні дорнування використовують для отворів під пальці поршнів та втулки — поверхня стає гладкою і зносостійкою, зменшується витрата масла. В авіації обробляють отвори в лонжеронах та гідравлічних колекторах, де критична втомна міцність.
Гідроциліндри — класичний приклад. Після дорнування внутрішня поверхня витримує тиск до 400–500 бар без задирів і має ресурс у 1,5–2 рази вищий, ніж після хонінгування.
У ремонтних майстернях невеликі підприємства обробляють отвори в корпусах редукторів та підшипникових щитах, відновлюючи посадки без дорогого обладнання. Для трубогибочних верстатів дорн (мандрель) вставляють всередину труби — він підтримує стінку і дозволяє гнути радіуси, що в 1,5–2 рази менші за діаметр без утворення «гармошки».
Покрокова технологія дорнування отворів: від підготовки до готової деталі
Підготовка отвору — половина успіху. Отвір попередньо розсвердлюють або розточують з припуском 0,3–0,8 мм на діаметр залежно від матеріалу. Поверхня має бути чистою від задирок і стружки.
- Виберіть дорн з діаметром, що перевищує фінальний розмір отвору на розрахунковий натяг (зазвичай 0,02–0,08 мм на прохід для вуглецевих сталей).
- Зафіксуйте деталь жорстко, забезпечте співвісність осі отвору та напрямку руху інструменту (відхилення більше 0,05 мм на 100 мм довжини — критичне).
- Нанесіть спеціальне мастило з високим вмістом EP-присадок (сірка, фосфор) або мідну пасту для важких умов.
- Виконайте перший прохід на низькій швидкості (0,5–2 м/хв для ковзальних дорнів). Контролюйте зусилля — різке зростання сигналізує про недостатнє змащування або перекос.
- Перевірте проміжний розмір нутроміром. За потреби зробіть другий прохід з меншим натягом.
- Після останнього проходу промийте отвір, виміряйте шорсткість та круглість. Прийнятна овальність — не більше 0,01–0,02 мм.
Для початківців оптимально працювати на гідропресі з ручним або напівавтоматичним керуванням. Досвідчені технології використовують ЧПК з програмованим зусиллям та автоматичною подачею мастила.
Розрахунок основних параметрів: натяг, швидкість, зусилля
Абсолютний натяг — різниця між діаметром деформувальної частини дорна та діаметром отвору перед обробкою. Відносний натяг — відношення абсолютного натягу до діаметра отвору (зазвичай 0,5–1,5 % для сталей).
Занадто великий натяг (понад 2 %) призводить до тріщин або заклинювання інструменту. Занадто малий — ефект зміцнення майже відсутній. Для алюмінієвих сплавів натяг зменшують у 1,5–2 рази порівняно зі сталлю 45.
Швидкість для ковзальних дорнів — 1–5 м/хв, для роликових — до 50–100 м/хв. Зусилля розраховують за формулами залежно від довжини контакту та межі текучості матеріалу; на практиці його контролюють за показаннями манометра гідроприводу.
Поширені помилки та чому їх варто уникати
- Неправильний попередній отвір. Якщо отвір має конусність або овальність більше 0,1 мм, дорн «веде» за існуючою геометрією — фінальна точність буде низькою.
- Відсутність або неправильне мастило. Сухе тертя викликає задири, нагрів та швидкий знос інструменту. Мастило має витримувати тиск понад 2000 МПа в зоні контакту.
- Перекіс осі. Навіть 0,1 мм на 300 мм довжини створює одностороннє навантаження — дорн ламається або залишає глибокі ризи.
- Спроба обробити загартовану сталь без відповідного інструменту. Твердість дорна має перевищувати твердість заготовки мінімум на 5–7 HRC.
- Ігнорування пружного відновлення. Багато новачків забувають, що після проходу отвір «садиться» на 0,01–0,03 мм — це треба закладати в розрахунок.
Коли процес йде не за планом: діагностика та швидкі рішення
Якщо інструмент застряг посередині — негайно зупиніть подачу, перевірте співвісність та наявність мастила. Часто допомагає легке зворотне зусилля з одночасним провертанням.
Погана шорсткість після обробки (вище Ra 0,8 мкм) — збільшіть кількість проходів або зменшіть натяг на останньому. Овальність отвору після дорнування — використовуйте жорстку обойму або перехід на роликовий інструмент.
Зниження твердості поверхні замість підвищення — можливо, матеріал має низьку пластичність або інструмент перегрітий. У таких випадках доцільно повернутися до попередньої операції та скоригувати режим.
Чек-лист перед початком роботи з дорном
- Отвір попередньо оброблений з припуском і перевірений на круглість/прямолінійність.
- Дорн підібраний за діаметром та матеріалом, перевірена його твердість.
- Мастило нанесене на всю робочу поверхню інструменту та отвору.
- Деталь жорстко зафіксована, співвісність забезпечена.
- Швидкість та зусилля виставлені відповідно до матеріалу та довжини отвору.
- Є можливість контролювати розмір після кожного проходу.
- Підготовлено мийку та вимірювальний інструмент для фінального контролю.
Сучасні підходи та альтернативи
Електромеханічне дорнування поєднує пластичну деформацію з локальним нагрівом струмом — дозволяє обробляти важкооброблювані сплави з меншим зусиллям. Роликові інструменти на ЧПК-верстатах дають продуктивність у 5–10 разів вищу за традиційні ковзальні.
Альтернативи — хонінгування (краща геометрія для дуже довгих отворів, але дорожче обладнання), розгортання (швидше, але без зміцнення), лазерне або електрохімічне полірування (для надтонких поверхонь). Вибір залежить від серійності, вимог до втомної міцності та доступного обладнання.
Питання, які найчастіше задають про дорн
Чи можна використовувати дорн для нержавіючої сталі?
Так, але з меншим натягом (0,3–0,6 %) та спеціальним мастилом, що запобігає налипанню. Багатозубі інструменти з твердого сплаву показують найкращий результат.
Яка максимальна довжина отвору для поверхневого дорнування?
Практично до 300–500 мм за умови жорсткого центрування. Для довших отворів переходять на об’ємне дорнування або комбінують з розточуванням.
Чим дорнування принципово відрізняється від хонінгування?
Дорнування — це пластична деформація з наклепом і зміцненням. Хонінгування — абразивна обробка, яка дає відмінну геометрію, але не створює стискаючих напружень і не підвищує твердість поверхні.
Чи реально виконати якісне дорнування в гаражних умовах?
Для коротких отворів (до 50 мм) — так, на гідропресі або навіть потужному домкраті з саморобним штоком. Для глибоких або точних отворів потрібне спеціальне обладнання та досвід.
Як часто потрібно міняти або переточувати дорн?
Залежить від матеріалу та режимів. При правильному змащуванні однозубий дорн витримує 500–2000 проходів по сталі 45. Багатозубі збірні конструкції дозволяють замінювати окремі кільця без заміни всієї оправки.
Робота з дорном — це поєднання точного розрахунку, уважного налаштування та розуміння фізики процесу. Коли всі параметри узгоджені, результат перевершує очікування: отвір стає не просто гладким, а по-справжньому міцним і довговічним.